Metal Powders for 3D Printing: Characteristics, Production, Processing and Applications
Metal powders are metals that are reduced to fine particles and are the preliminary base materials for most 3D printing processes that produce metallic parts. 3D printing, also known as additive manufacturing (AM), is the manufacturing of parts and products in a layer-by-layer fashion. Both the characteristics of the metal powder and the type of the 3D printing process determine the properties of the end product. Powder characterisation takes place depending on the way it is produced, which may result in different particle morphology and purity.
Here, you can learn about what characterises metal powders, how they are produced, and what 3D printing methods and applications employ such powders.
Characteristics of metal powders
To guarantee accurate reproducibility in metal component production, metal powders have to display consistent characteristics [1]. The primary characteristics are size distribution and morphology. Other technological and physico-chemical characteristics include density, compressibility, sintering ability, chemical composition, green strength, surface area, flowability, and thermal properties [2]. Figure 1 shows the distribution of different metallic materials based on two mechanical properties, yield strength and hardness.
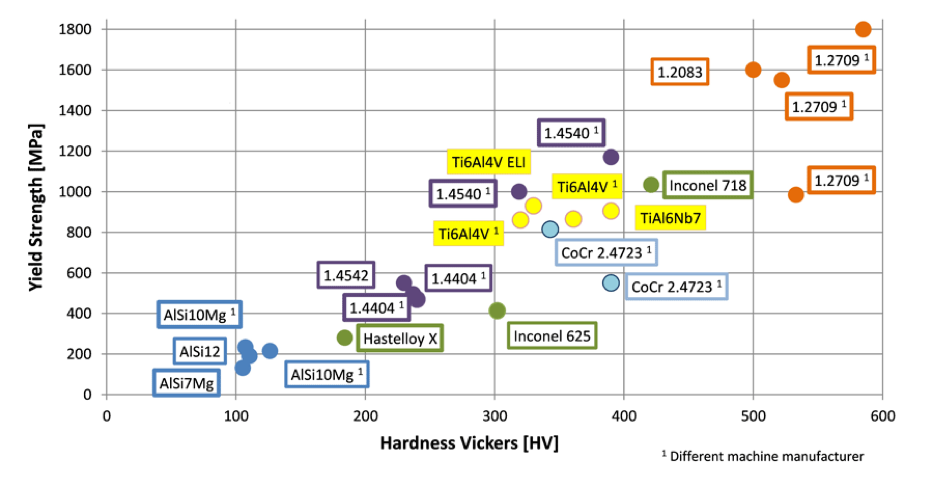
Figure 1: Mechanical properties of metallic materials – minimum values from data sheets. Retrieved from Ref. 3.
One of the main assumptions for metal powders in 3D printing is that they are nominally spherical and have a certain size distribution that allows them to be well packed, which results in a dense product with good and desired mechanical properties. In other words, the particle size – which determines the smallest possible layer height to achieve – and particle shape, in addition to the powder’s level of purity, play a crucial role in controlling the powder quality.
Production of metal powders for 3D printing
To produce metal powders with the desired characteristics and powder quality and depending on the required properties of the metallic components to be manufactured from the powder, the selection of the powder production process may differ.
Metal powders can be produced using several methods, some of which are solid-state reduction, milling, electrolysis, chemical processes, and atomisation. Yet, because it produces the most geometrically convenient powders for 3D printing, atomisation has been historically regarded as the best method for producing metal powders for AM.
Atomisation can be performed through, but not limited to, three different processes: water atomisation, gas atomisation, and plasma atomisation. Water atomisation, however, results in particles with a highly irregular morphology as the particles solidify faster than their spheroidisation time, which renders the process not suitable for specialised AM [4].
Gas Atomisation
In this process, the feedstock alloy, usually in ingot form, is melted in a furnace; usually, a vacuum induced melting (VIM) furnace to monitor interstitial elements. The furnace is positioned above the atomisation chamber for direct material discharge into the atomiser. As the melt falls down through the chamber, high-pressure gas jets are sprayed to atomise the material, which solidifies as spherical powder particles, and is collected at the bottom. The gas medium used is usually an inert gas, such as nitrogen or argon, to minimise oxidation and contamination possibilities. Air could also be used as a gas medium. The particle size distribution (0-500 μm) can be modulated to a certain extent by adjusting the ratio of gas to melt flow rate. Some of the powder material produced by gas atomisation are nickel, iron, aluminium, and cobalt.
When processing reactive alloys, like Ti-6Al-4V, there is a high contamination risk if the material gets exposed to the atmosphere or crucible. One way to reduce that risk is by introducing the metal into the atomiser as a rod, melted by a surrounding induction coil prior to entry. This method is called electrode induction melting gas atomisation (EIGA) [4].
Plasma Atomisation
Here, the feedstock is fed into the atomisation chamber in two possible forms, wire or powder form. In the chamber, co-axial plasma torches and gas jets melt and atomise the material at the same time, resulting in extremely spherical powder particles with a relatively finer size distribution (0-200 μm). Titanium is commonly produced by plasma atomisation.
A more specialised method called plasma rotating electrode process (PREP) makes use of a rotating bar instead of a wire as the feed form, whereupon entry to the atomisation chamber, the bar extremity is melted by the plasma torches, and the discharged melt solidifies before reaching the encompassing walls. This process results in powders of high purity, high sphericity, and fine particle sizes (0-100 μm). Titanium and exotic materials can be produced by PREP [4].
3D Printing with Metal Powders
There is a wide range of powder materials that could be used in 3D printing, and that depends on the desired properties of the end product and the method of printing employed. Some of the common metal powders utilised in AM include alloys of nickel, steel, cobalt, and titanium. In the table below are some of the most common metal powder materials with their 3D printing processing methods and application areas.
| Alloy Material | AM Processing methods | Application Areas | |
| Nickel | Ni 230 | PBF-LB | Aerospace engine components; gas turbine components; high-temperature, corrosion resistant components |
| Ni 625 | PBF-LB | Aerospace engine components; gas turbine components | |
| Ni 718 | PBF-LB, PBF-EB, DED | Aerospace engine components; gas turbine components; oil and gas sensors | |
| Ni 738 | PBF-LB | Turbine engine hot section, blades, heat shields | |
| Steel | H11 | PBF-LB | Aircraft landing gear; hot forging and extrusion dies; helicopter rotor blades; die casting moulds |
| H13 | PBF-LB, DED | Hot work casting dies; hot forging and stamping dies; hot shear blades; plastic injection moulds | |
| 17-4PH | PBF-LB | Aerospace; chemical processing; nuclear and oil/petrochemical refining; metalworking; surgical parts | |
| Cobalt | MM509-A | PBF-LB | Aerospace and IGT engines; nozzle guide vanes; carrier rings |
| ASTM F75 | PBF-LB | Aerospace engine components; gas turbine; medical and dental implants | |
| H188-A | PBF-LB | Transition ducts; combustion cans; spray bars; flame holders; liners | |
| Titanium | Ti-6Al-4V | PBF-LB, EBM | Aerospace and defence; automotive and racing; maritime applications; high-end sports equipment; medical and dental; jewellery and art |
| CP-Ti | BJ, DED, EBM, MIM, SLM | Aerospace materials; automotive; chemical industry; biomedical; dental implants | |
Legend
- BJ: Binder Jetting
- DED: Direct Energy Deposition
- EBM: Electric Beam Melting
- MIM: Metal Injection Moulding
- PBF-LB: Laser Powder Bed Fusion
- PBF-EB: Electron Beam Powder Bed Fusion
- SLM: Selective Laser Melting
Sources
[1] J.A. Slotwinski et al., 2014, “Characterization of Metal Powders Used for Additive Manufacturing”, Journal of Research of NIST, 119, pp. 460-93.
[2] K.S. Narasimhan, M.O.H. Amuda, 2017, “Powder Characterization”, Reference Module in Materials Science and Materials Engineering.
[3] “Metal powders – the raw materials”, n.d., from: https://www.metal-am.com/introduction-to-metal-additive-manufacturing-and-3d-printing/metal-powders-the-raw-materials/
[4] J. Dawes, R. Bowerman, R. Trepleton, 2015, “Introduction to the Additive Manufacturing Powder Metallurgy Supply Chain”, Johnson Matthew Technology Review, 59, (3), 243.