Eigenschaften
Mechanisch
| Property | Temperature | Value | Comment |
|---|---|---|---|
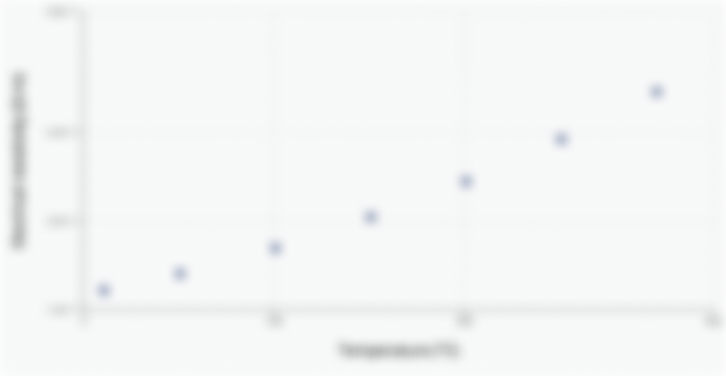
Druckfestigkeit | 25.0 °C | 1210 MPa Show Material materials with Druckfestigkeit of 1210 MPa | ASTM D6641 |
80.0 °C | 920 MPa Show Material materials with Druckfestigkeit of 920 MPa | ASTM D6641 | |
120.0 °C | 772 MPa Show Material materials with Druckfestigkeit of 772 MPa | ASTM D6641 | |
150.0 °C | 691 MPa Show Material materials with Druckfestigkeit of 691 MPa | ASTM D6641 | |
Druckfestigkeit, transversal | 23.0 °C | 166 MPa Show Material materials with Druckfestigkeit, transversal of 166 MPa | ASTM D6641 |
Elastizitätsmodul | 23.0 °C | 108 GPa Show Material materials with Elastizitätsmodul of 108 GPa | ASTM D3039 |
Elastizitätsmodul, transversal | 23.0 °C | 7 GPa Show Material materials with Elastizitätsmodul, transversal of 7 GPa | ASTM D3039 |
Shear modulus, G₁₂ | 23.0 °C | 4 GPa Show Material materials with Shear modulus, G₁₂ of 4 GPa | ASTM D5379 |
Shear strength, τ₁₂ | 23.0 °C | 80 MPa Show Material materials with Shear strength, τ₁₂ of 80 MPa | |
Shear strength, τ₁₃ | 25.0 °C | 69 MPa Show Material materials with Shear strength, τ₁₃ of 69 MPa | ASTM D2344 |
80.0 °C | 46 MPa Show Material materials with Shear strength, τ₁₃ of 46 MPa | ASTM D2344 | |
120.0 °C | 34 MPa Show Material materials with Shear strength, τ₁₃ of 34 MPa | ASTM D2344 | |
150.0 °C | 28 MPa Show Material materials with Shear strength, τ₁₃ of 28 MPa | ASTM D2344 | |
Zugfestigkeit | 23.0 °C | 1886 MPa Show Material materials with Zugfestigkeit of 1886 MPa | ASTM D3039 |
Zugfestigkeit, transversal | 23.0 °C | 59 MPa Show Material materials with Zugfestigkeit, transversal of 59 MPa | ASTM D3039 |
Technological properties
| Property | ||
|---|---|---|
| Application areas | Drones;Sports equipment: Frame, wheels, seat, seat post, handlebar, head stem and crank arm of a sports bicycle are made of carbon composite;Geometry strengthen elements: Experimental stringer panel | |
| Processing history | Samples for testing were obtained by vacuum infusion based on T26 resin and UD tape covered by veil 11424 (200 g/m2, 12K, 4.5 GPa/240 GPa). | |
| Processing methods | Preheat the resin to 60-90°С in its container for transfer to the resin pot. Degas the resin for 30-40 minutes while heating to 90°С. Preheat the tool to 100-110°С (or to 115-120°С for parts having complex shape or for UD parts). Maintaining resin pot temperature of 95 °С and tool temperature of 100-115 °С, begin resin infusion. After complete impregnation increase tool temperature at 2°С/min to 180°С. Dwell at 180°С for 3 h. Cool the tool to 90°С at <5°С/min before releasing part from tool. | |