Nano Silicon Carbide Powder: The Material of the Future
RHI Magnesita
Silicon carbide powder has been produced and utilised broadly since the late 19th century, mainly as abrasives. However, recent technologies have enabled researchers and material producers to go smaller than the familiar micron powder and produce nano silicon carbide powder. Stepping into the nanoscale has given rise to an interesting combination of material properties that bring superior performance over traditional silicon carbide powder, particularly in demanding modern applications, such as the semiconductor industry. Here, we will explore what nano silicon carbide powder is, what applications it can potentially be used in, and how RHI Magnesita, a supplier of refractory materials, has managed to produce it in unprecedentedly high volume.
Silicon carbide (SiC) is a high-grade refractory material characterised by its extremely high hardness and strength. In fact, with a Mohs hardness of 9, silicon carbide is one of the hardest available materials alongside boron carbide and diamond at 9.5 and 10, respectively. Together with a unique combination of ceramic and semiconductor properties, these characteristics have enabled its use in a wide spectrum of applications ranging from abrasives to electronics, structural materials, and semiconductors.
SiC has high chemical stability and inertness with excellent corrosion resistance, even against strong acids like hydrofluoric acid, sulphuric acid, and hydrochloric acid. It also possesses high thermal conductivity with low thermal expansion coefficient leading to high thermal shock resistance.
Silicon carbide performance is driven by its structure. Basically, finer microstructure leads to unique properties. Researchers have been observing significant improvements in properties in nano silicon carbide powder over micron powder, highlighting that production and processing methods are crucial to enabling new and high-end applications.
Figure 1. Silicon carbide can be used as a base material for electronic devices, including transistors and diodes.
What distinguishes nano silicon carbide powder?
Silicon carbide, typically, is a semiconductor material with a wide band gap, high saturation velocity, low density, and extremely high mechanical strength. Such properties have enabled it to be a potential alternative to silicon in demanding electronics applications.
Researchers over recent years have been keen on studying various nanostructures of silicon carbide, including nano powders. This combination of silicon carbide’s distinctive properties with the quantum-size effects at the nanoscale has enabled SiC nanoparticles to be a material of interest in nanotechnology applications.
Nano silicon carbide powder is characterised by the following features:
- High purity
- Narrow particle size distribution range (< 100 nm)
- Relatively large specific surface area
- Stability against high temperatures
- High abrasion resistance
- High chemical inertness and corrosion resistance
Semiconductor properties, in particular the electrical and optical properties, can be modified by controlling existing defects in the material’s structure. These come in the form of vacancies, interstitials, or clusters, which arise mainly during the growth processes. In fact, it has been shown that carbon interstitials possess high mobility, which favours the formation of carbon clusters within the material. Thorough research has been done on the presence of such defects in bulk silicon carbide. However, rare are the studies covering vacancies and interstitials in SiC nanostructures.
RHI Magnesita, leading manufacturers of refractory materials, has developed a new production method to manufacture in high volume nano silicon carbide powder with particular agglomerates of carbon. Their SiC particles have a primary particle size ranging between 50 and 60 nm with a nearly spherical shape. The scanning-electron-microscope (SEM) analysis also showed excess carbon found in clusters reaching as large as ~ 80 μm and a crystalline structure visible through the sharp-edged particles. Figure 2 shows the relative SEM images.
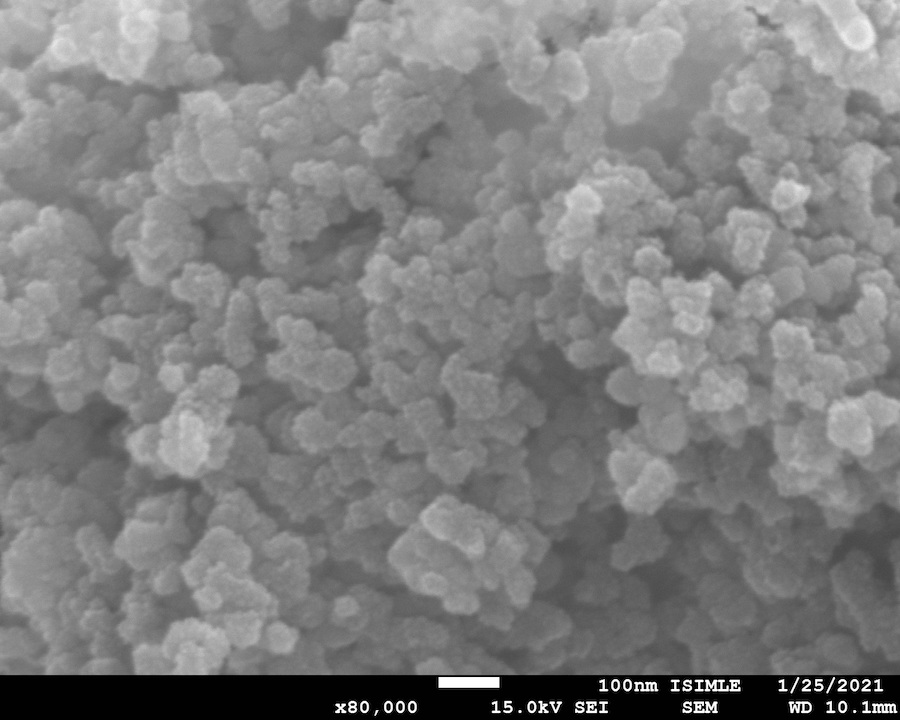
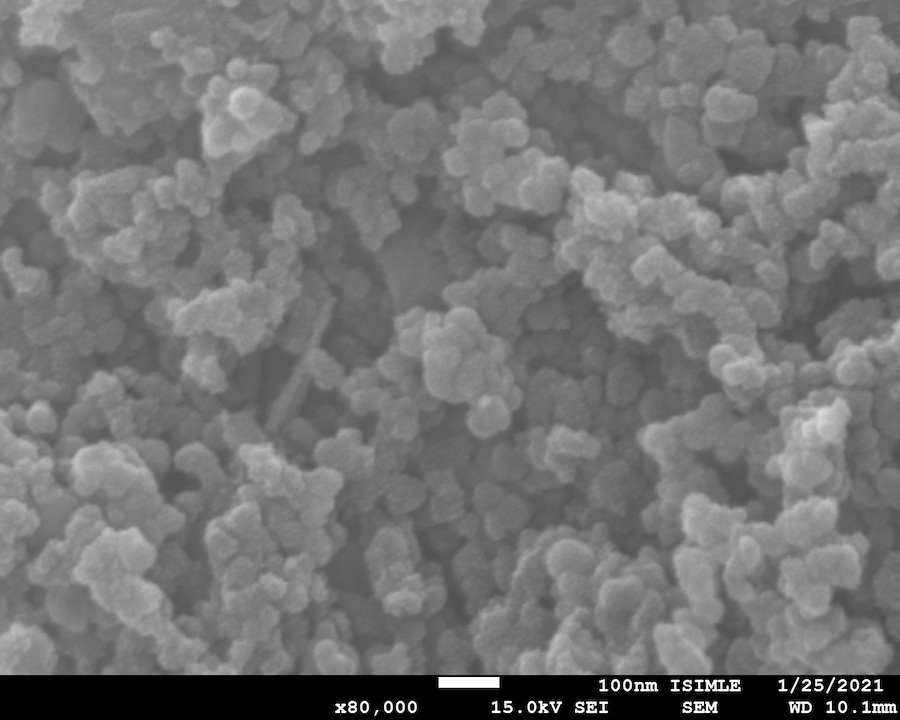
Figure 2. SEM images showing the spherical shape of SiC particles (RHI Magnesita)
In addition to that, the results of the energy dispersive x-ray (EDX) measurements show extremely high purity (> 99%) of SiC. They also, interestingly, show differences in the spot-to-spot analysis, which indicates the presence of unreacted carbon besides the pure silicon carbide. Table 1 below summarises those results. Notice the significant increase in the C values from spot 1 to spot 2.
Table 1. Summary of the EDX-analysis for SiC (credit: RHI Magnesita)
|
|
Spot 1 |
Spot 2 |
||
|
Element |
wt% |
at% |
wt% |
at% |
|
C |
30.7 |
51.67 |
69.97 |
84.91 |
|
Al |
0.93 |
0.7 |
0.44 |
0.24 |
|
Si |
65.81 |
47.37 |
28.47 |
14.77 |
Potential applications of nano silicon carbide powder
Silicon carbide belongs to the refractory ceramics class of ultra-high-temperature ceramics (UHTC). As it offers stability at high temperatures, it is well-suited for applications with demanding conditions. Add to that the advantages brought about by nanoscale quantum effects, and you have a nano SiC powder with huge potential.
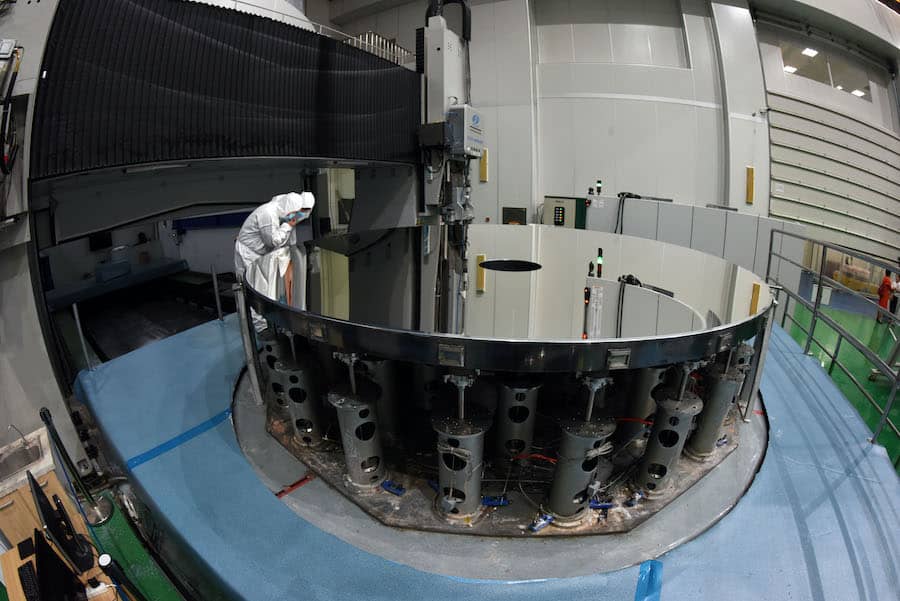
Figure 3. Silicon carbide (SiC) single reflector, a vital component for creating a large-scale telescope, developed by the Changchun Institute of Optics, Fine Mechanics and Physics (CIOMP) of the Chinese Acad.
From electronics to metallurgy and structural ceramics, the range of uses of nano silicon carbide powder is unmistakeably broad. Nano SiC powder’s high strength-to-weight ratio, low thermal expansion, high thermal conductivity, high hardness, and resistance to high temperature, abrasion, and corrosion are distinct features enabling its use in the following applications:
- Structural material for sandblast injectors, rocket injectors, bearings, extrusion dies, pump components, and furnace components (rollers, linings, accessories)
- Abrasives for polishing and cutting
- Structural substrate for lightweight aerospace mirrors thanks to its high resistance to mechanical fatigue, moisture, and radiation-caused deterioration
- Base material for electronic devices, including transistors, diodes, and suppressors
- Structural material for spray nozzles, sealing valves, and heating elements
- Protection of rubber material (such as rubber tyres) from wear and high-temperature degradation
- Filler material in polymer materials, such as PEEK, for enhancing wear resistance
- Specialty coating for surfaces that require high corrosion, abrasion, and wear resistance properties.
This list is merely a small portion of where this nano powder can be used. If you have further ideas, questions, or potential uses, contact RHI Magnesita directly through the “Contact Supplier” button.
RHI Magnesita is a worldwide leader in refractories with highly innovative and reliable materials produced through an extremely robust supply chain, thanks to their exquisite vertical integration. Their new nano silicon carbide powder is one of many high-quality materials they have been developing and exploring.
Today, they have partnered with Matmatch to bring their materials one step closer to engineers and product developers searching for such unique materials.

Article by RHI Magnesita GmbH
The driving force of the refractory industry
RHI Magnesita is the global leader in refractories. We have the largest number of locations around the world and the most innovative, reliable products and services. We also provide the most robust supply and quality security, thanks to our exceptional vertical integration – from mining to production to full-service solutions.
Our Mission: we take innovation to 1200 °C and beyond
Leadership is not just about being the biggest or strongest. To us, it’s about using those advantages to set the pace of innovation in our industry – and deliver the best for our customers. So we don’t take our market leadership for granted. We aim to stay No.1 by driving positive change in our industry, and the industries that rely on us.
"As global leaders, we use our resources, worldwide presence and expertise to drive change in the refractory industry for the benefit of our customers who rely on us."
Stefan Borgas
Chief Executive Officer
We have a vital job to do…
Refractory products are used in all the world’s high-temperature industrial processes. Without them, the steel, cement, lime, non-ferrous metals, glass, energy, environment and chemical industries couldn’t exist.
Refractories defy the most hostile conditions to stay strong and stable at temperatures of 1200 °C and much, much higher. To contain materials safely while they’re burned, melted, blasted, fired, fused, and shaped. And to protect equipment such as furnaces and kilns against thermal, mechanical, and chemical stress.
Our job is to provide answers to these extreme challenges. To tailor the best solutions for our customers we make over 120,000 products. These range from bricks and lining mixes to flow control products such as slide gates, nozzles, and plugs. Their service lives range from a few cycles within a day to as long as 10 years.
The base materials we use to make them are magnesite and dolomite – remarkable materials that themselves require skillful handling: the melting point of fused magnesia is above 2800 °C.

INDUSTRIES WE WORK FOR
*Paper & Pulp
We are a global complete supplier to the paper and pulp industry, increasing the productivity and product quality of our partners.
The pulp and paper manufacturing process requires application-specific refractories. In rotary furnaces for calcination, silico-aluminous and aluminous materials are used.
In boilers, various technologies can also be applied, taking into account the insulation and abrasion resistance. For this equipment, RHI Magnesita offers repair and maintenance mixes, designed and vibrated concretes of high silicon carbide content and other special products.
Product quality and innovation, combined with high-value technical experience: we are stronger together. RHI Magnesita is ready for your challenge. Come with us.
OUR DIFFERENTIALS:
- Research and Development is in charge of the development of new products and technical marketing, constantly monitoring refractory lining performance, improving projects, introducing new solutions, increasing performance and working on cost reduction.
- Global presence and customized services and solutions: the key to a unique delivery and market & process-oriented package for our customers worldwide.
- Introduction of new refractories adapted to the specific needs of each customer, considering its operational and application variables.
*Environment – Energy – Chemistry
We supply our customers with more than just outstanding products. We serve them with future-oriented refractory solutions.
Among them are special unique refractories; shaped products based on silicon carbide, magnesia, zirconium, fireclay and alumina including special chrome corundum grades; unshaped refractories for a wide variety of applications; high-temperature insulation and ceramic and metallic anchoring systems for all applications. Besides that, RHI Magnesita offers multi-dimensional heat flux calculations for stationary and dynamic process conditions, and calculations and illustrations of multi-dimensional stress and pressure conditions.
OUR DIFFERENTIALS:
- Innovative refractory solutions for GTL (gas-to-liquid) processes for the production of better, purer diesel fuels, in coal gasification for the reduction of greenhouse gases, and highly abrasion-resistant mixes for the use in FCC plants
- Focused work in developing new technologies in our Research Center
- New development of refractory products in order to accomplish higher purity in thermal processes.
*Glass
Our global network in the glass business (now part of Business Unit Process Industries & Minerals) consists of several sales offices and a number of production sites. This ensures that we are close to our customers and can, consequently, best serve their requirements. Technical know-how and international orientation of the employees, state-of-the-art machinery and a tight global sales and service network guarantee all partners quick availability, best possible service and optimal product application.
We offer a technologically innovative, extended high-quality portfolio in the flat glass, container glass and special glass segments. Our product and service portfolio covers the entire range of unshaped products and ceramically bonded bricks, used in the melting process for various glass types. Our basic refractories line exhibits excellent performance in regenerators. For all of the glass industry furnaces, our silica, alumina-silica, alumina, zircon and chrome-containing high-performance refractories meet the customer requirements.
Product quality and innovation, combined with high value technical and service experience: we are stronger together.
RHI Magnesita is ready for your challenge. Experience us as a reliable and long-term partner at your side: competent, solution-oriented, focused on the essentials and always there for you. Come with us.
OUR DIFFERENTIALS:
- Global presence and customized services and solutions: the key to a unique delivery and market & process-oriented package for our customers worldwide.
- Extensive and sophisticated product portfolio that enables the delivery of optimal material solutions, providing for longer tank service lifetimes and low glass defect rates. The portfolio comprises refractory bricks and blocks as well as mixes and mortars from the following material groups:Magnesia and zircon-magnesia
High alumina / mullite / andalusite / fireclay
Chrome-alumina
Zircon
Silica
Calcium aluminate
Insulation materials
*Raw Materials
RHI Magnesita has one of the world’s most vertically integrated refractory industries, with its raw materials coming from its own mines. With autonomy and quality, we provide the best raw materials in the world. We are the driving force of the refractory industry.
As global refractory leaders, we are in a position to drive positive change in our industry and the industries that rely on us. We supply high-quality raw materials.
For many different applications, for all refractory industries (steel, glass, lime, cement, nonferrous) as well as for environmental, energy, chemical industries and pulp & paper.
Based on continuous research and product development as well as optimization in all production processes, we secure the high product quality of our raw materials.
OUR DIFFERENTIALS:
- Top-quality and supply security
- The technological know-how of raw materials processing with our Research & Development Centers support, world reference on the subject
- Global Supply Chains system
- Biggest and best reserves of dolomite in the world and exploration of other mineral deposits.
- Top magnesite mine in the world.
- Incomparable vertically integrated refractories company.
*Nonferrous
We offer a complete product and service portfolio that maximizes the performance and enhances safety of various metallurgical equipment present in the aluminum, lead, copper, nickel, zinc, precious metals and ferroalloys industries, among others.
OUR PRODUCTS:
- Precast-shapes
- Alumina-silica
- High alumina and insulating monolithic parts
- monolithic products with special binding systems
- High-purity magnesia and magnesia-chromite bricks with special impregnation technology
- Magnesia-carbon bricks, high alumina, alumina-chromia bricks
- Concrete with anti-wetting system
- Ceramic and metal anchors
- Sense and insulating concretes
- Ramming mixes
- Low cement castables
To complete our portfolio for this special market we also offer slide gate systems and plates, specially designed gas purging and other unique process supporting systems.
*Foundry
As global refractory leaders, we are in a position to drive positive change in our industry and the industries that rely on us.
We offer the complete product and service range for the casting industry. The refractory portfolio includes solutions for all different types of furnaces, for domes and deltas, ladles, AOD converters, valves and valve seats, caps and plugs, isostatic refractory products, tundish materials and slide gate refractories and systems.
Our refractory technologies and services ensure the best performance process. The refractory materials are designed to withstand the most critical wear conditions during the customer’s process: high thermal shock, high abrasion, high chemical attack, and extreme thermal exposure.
The refractory products comprise bricks based on magnesia, alumina with varying contents of silica, with possible additions of carbon or chromium oxide or other additives to create specific properties of the refractory products. Additionally, we offer a whole range of refractory castables for monolithic solutions. The refractory portfolio is completed with ramming materials, plastic products, mortars and insulating materials.
*Steel
As global refractory leaders, we are in a position to drive positive change in our industry and the industries that rely on us.
We offer a complete product and service portfolio for all steel industry processes, ranging from reduction up to reheating furnaces, through steel making and ingot casting.
A global sales and service network ensures the best and most reliable service in the industry. The integration of core competencies, setting common objectives, and working hand-in-hand directly at the customer’s plant guarantee joint success.
From basic and non-basic bricks and mixes, slide gate plates, isostatic products and prefab components to special machinery, mechanisms and repair systems, our products and customized services and solutions are the keys to a unique delivery to our customers worldwide.


Send a question to
RHI Magnesita GmbH
Materials
Applications
Sciences
Nanotechnology
Healthcare
Medical Equipment
Surgical Instruments
Implants
Environment Health Safety
Fire Protection
Fluid Systems
Fluid Storage
Containers & Tanks
Nozzles
Manufacturing
Cutting
Drill Bits
Abrasives
Surface Treatment & Coating
Other Treatments & Coatings
Chemical Industry
Equipment For Chemical Industry
Heat Exchangers
Energy
Heat Pumps
Electronics
Electronic Components
Electronic Components Others
Resistors
Heating Conductors
Semiconductor Devices
Other Semiconductor Devices
Optoelectronics
Leds
Automotive
General Automotive Parts
Automotive Structure
Braking System
Road Vehicle Systems
Air Conditioning System
Road Vehicles
Combustion Engines
Cooling
Electric Vehicles
Bicycles & Parts
Bicycle Frames
Railway
Railway Engineering
Aerospace
Aerospace Engines & Propulsion
Propellers
Aerospace Fuel System Components
Aerospace Electric Equipment
Glass & Ceramics
Ceramics
Advanced Ceramics
Construction
Building Elements
Walls
Partitions
Facades
Floors
Doors
Defense
Military Engineering
Explosives
General Military
Ballistic Protection
Consumer Goods
Entertainment
Equipment For Entertainment In General
Sports Equipment & Facilities
Sports Facilities