Eigenschaften
Allgemein
| Property | Temperature | Value |
|---|---|---|
Dichte | 23.0 °C | 8 g/cm³ Show Supplier Material materials with Dichte of 8 g/cm³ |
Mechanisch
| Property | Temperature | Value | Comment |
|---|---|---|---|
Dehnung | 23.0 °C | 30 - 58 % Show Supplier Material materials with Dehnung of 30 - 58 % | min. |
Dehnung, transversal | 23.0 °C | 30 % Show Supplier Material materials with Dehnung, transversal of 30 % | min. |
Elastizitätsmodul | 23.0 °C | 190 GPa Show Supplier Material materials with Elastizitätsmodul of 190 GPa | |
200.0 °C | 176 GPa Show Supplier Material materials with Elastizitätsmodul of 176 GPa | ||
400.0 °C | 164 GPa Show Supplier Material materials with Elastizitätsmodul of 164 GPa | ||
500.0 °C | 159 GPa Show Supplier Material materials with Elastizitätsmodul of 159 GPa | ||
Härte, Vickers, 10 | 23.0 °C | 180 - 220 [-] Show Supplier Material materials with Härte, Vickers, 10 of 180 - 220 [-] | |
Schlagfestigkeit, Charpy gekerbt | -196.0 °C | 1000 kJ/m² Show Supplier Material materials with Schlagfestigkeit, Charpy gekerbt of 1000 kJ/m² | min. |
Streckgrenze Rp 0,2 | 23.0 °C | 420 MPa Show Supplier Material materials with Streckgrenze Rp 0,2 of 420 MPa | min. |
100.0 °C | 350 MPa Show Supplier Material materials with Streckgrenze Rp 0,2 of 350 MPa | min. | |
150.0 °C | 310 MPa Show Supplier Material materials with Streckgrenze Rp 0,2 of 310 MPa | min. | |
200.0 °C | 270 MPa Show Supplier Material materials with Streckgrenze Rp 0,2 of 270 MPa | min. | |
250.0 °C | 255 MPa Show Supplier Material materials with Streckgrenze Rp 0,2 of 255 MPa | min. | |
300.0 °C | 240 MPa Show Supplier Material materials with Streckgrenze Rp 0,2 of 240 MPa | min. | |
350.0 °C | 225 MPa Show Supplier Material materials with Streckgrenze Rp 0,2 of 225 MPa | min. | |
400.0 °C | 210 MPa Show Supplier Material materials with Streckgrenze Rp 0,2 of 210 MPa | min. | |
450.0 °C | 210 MPa Show Supplier Material materials with Streckgrenze Rp 0,2 of 210 MPa | min. | |
500.0 °C | 210 MPa Show Supplier Material materials with Streckgrenze Rp 0,2 of 210 MPa | min. | |
Streckgrenze Rp 1,0 | 23.0 °C | 460 MPa Show Supplier Material materials with Streckgrenze Rp 1,0 of 460 MPa | min. |
100.0 °C | 400 MPa Show Supplier Material materials with Streckgrenze Rp 1,0 of 400 MPa | min. | |
150.0 °C | 355 MPa Show Supplier Material materials with Streckgrenze Rp 1,0 of 355 MPa | min. | |
200.0 °C | 310 MPa Show Supplier Material materials with Streckgrenze Rp 1,0 of 310 MPa | min. | |
250.0 °C | 290 MPa Show Supplier Material materials with Streckgrenze Rp 1,0 of 290 MPa | min. | |
300.0 °C | 270 MPa Show Supplier Material materials with Streckgrenze Rp 1,0 of 270 MPa | min. | |
350.0 °C | 255 MPa Show Supplier Material materials with Streckgrenze Rp 1,0 of 255 MPa | min. | |
400.0 °C | 240 MPa Show Supplier Material materials with Streckgrenze Rp 1,0 of 240 MPa | min. | |
450.0 °C | 240 MPa Show Supplier Material materials with Streckgrenze Rp 1,0 of 240 MPa | min. | |
500.0 °C | 240 MPa Show Supplier Material materials with Streckgrenze Rp 1,0 of 240 MPa | min. | |
Zugfestigkeit | 23.0 °C | 800 - 950 MPa Show Supplier Material materials with Zugfestigkeit of 800 - 950 MPa | at elevated Temperatures, nominal for plates [Source: Qualified Steel Producers Datasheet as of 01-2020; SI conv. to US Units] |
100.0 °C | 760 MPa Show Supplier Material materials with Zugfestigkeit of 760 MPa | at elevated Temperatures, nominal for plates [Source: Qualified Steel Producers Datasheet as of 01-2020; SI conv. to US Units] | |
200.0 °C | 690 MPa Show Supplier Material materials with Zugfestigkeit of 690 MPa | at elevated Temperatures, nominal for plates [Source: Qualified Steel Producers Datasheet as of 01-2020; SI conv. to US Units] | |
300.0 °C | 660 MPa Show Supplier Material materials with Zugfestigkeit of 660 MPa | at elevated Temperatures, nominal for plates [Source: Qualified Steel Producers Datasheet as of 01-2020; SI conv. to US Units] | |
400.0 °C | 650 MPa Show Supplier Material materials with Zugfestigkeit of 650 MPa | at elevated Temperatures, nominal for plates [Source: Qualified Steel Producers Datasheet as of 01-2020; SI conv. to US Units] | |
500.0 °C | 610 MPa Show Supplier Material materials with Zugfestigkeit of 610 MPa | at elevated Temperatures, nominal for plates [Source: Qualified Steel Producers Datasheet as of 01-2020; SI conv. to US Units] | |
Thermisch
| Property | Temperature | Value | Comment |
|---|---|---|---|
Koeffizient der thermischen Ausdehnung | 100.0 °C | 1.45E-5 1/K Show Supplier Material materials with Koeffizient der thermischen Ausdehnung of 1.45E-5 1/K | for 20°C to the mentioned temperature |
200.0 °C | 1.55E-5 1/K Show Supplier Material materials with Koeffizient der thermischen Ausdehnung of 1.55E-5 1/K | for 20°C to the mentioned temperature | |
300.0 °C | 1.63E-5 1/K Show Supplier Material materials with Koeffizient der thermischen Ausdehnung of 1.63E-5 1/K | for 20°C to the mentioned temperature | |
400.0 °C | 1.68E-5 1/K Show Supplier Material materials with Koeffizient der thermischen Ausdehnung of 1.68E-5 1/K | for 20°C to the mentioned temperature | |
500.0 °C | 1.72E-5 1/K Show Supplier Material materials with Koeffizient der thermischen Ausdehnung of 1.72E-5 1/K | for 20°C to the mentioned temperature | |
Spezifische Wärmekapazität | 23.0 °C | 450 J/(kg·K) Show Supplier Material materials with Spezifische Wärmekapazität of 450 J/(kg·K) | |
Wärmeleitfähigkeit | 23.0 °C | 12 W/(m·K) Show Supplier Material materials with Wärmeleitfähigkeit of 12 W/(m·K) | |
Elektrisch
| Property | Temperature | Value |
|---|---|---|
spezifischer Widerstand | 23.0 °C | 9.2E-7 Ω·m Show Supplier Material materials with spezifischer Widerstand of 9.2E-7 Ω·m |
Magnetisch
| Property | Value |
|---|---|
Magnetic properties | Magnetizability: None but, slight potential for magnetizability after solution annealing and quenching |
Chemical properties
| Property | Value | Comment | |
|---|---|---|---|
Chrom | 23 - 25 % Show Supplier Material materials with Chrom of 23 - 25 % | ||
Eisen | Balance | ||
Kohlenstoff | 0.03 % Show Supplier Material materials with Kohlenstoff of 0.03 % | max. | |
Mangan | 3.5 - 6.5 % Show Supplier Material materials with Mangan of 3.5 - 6.5 % | ||
Molybdän | 3 - 5 % Show Supplier Material materials with Molybdän of 3 - 5 % | ||
Nickel | 16 - 18 % Show Supplier Material materials with Nickel of 16 - 18 % | ||
Niobium | 0.1 % Show Supplier Material materials with Niobium of 0.1 % | max. | |
Silizium | 0.1 % Show Supplier Material materials with Silizium of 0.1 % | max. | |
Stickstoff | 0.4 - 0.8 % Show Supplier Material materials with Stickstoff of 0.4 - 0.8 % | ||
Technological properties
| Property | ||
|---|---|---|
| Application areas | Alloy 24 is recommended for use especially in equipment for chemical industries. Its resistance to chloride induced pitting and crevice corrosion enables it to be used successfully in the production and transport of oil and gas on on-shore and off-shores facilities. Because of outstanding corrosion resistance, it is very suitable for applications in land-based and in on-board flue gas desulphurization (FGD) systems and other environmental technologies. The performance of Alloy 24 in seawater environments of all kinds, is superior. More detailed applications: | |
| Cold Forming | Cold forming is well possible for Alloy 24. However, the much stronger strain hardening compared to unalloyed steels requires correspondingly higher forming forces. The strain hardening after cold forming of Alloy 24 is of a similar order of magnitude to other nitrogenalloyed austenitic steels. | |
| Corrosion properties | The primary intention in developing Alloy 24 was to provide a material with excellent resistance to chloride-induced pitting and crevice corrosion. These conditions prevail in all offshore- and onshore-based seawater applications and in the shipbuilding industry. Landbased seawater desalination plants as well as brackish water conditions are longestablished application fields for Alloy 24. The chromium and molybdenum contents and the high nitrogen content result in a pitting
index of significantly higher than 50. The Pitting Resistance Equivalent Number (PREN) is
calculated according to:
PREN = % Cr + 3.3 % Mo + 30 % N
and is considered a measure for the excellent resistance to pitting and crevice corrosion.
Taking into account the minor variations of the chemical composition, Alloy 24 indicates a
PREN of 52.
Due to the stable austenitic structure, which is precipitation free in the solution annealed and
quenched condition, Alloy 24 also features an excellent overall corrosion resistance in a
welded state to a wide range of aggressive media including oxidizing and reducing acids
even when these are contaminated with halogenide impurities.
Intergranular Corrosion:
Alloy 24 due to it’s strictly limited Carbon-content as well as with the increased Nitrogen
content is immune to IGC in the properly applied solution-annealed and rapidly quenched
condition. For safety purposes, especially in the production of thicker section plates and bars,
the IGC-Test acc. to EN ISO-3651-2 may be specified.
Local Corrosion Performance (Pitting & Crevice Corrosion):
Testing Alloy 24 in ferric chloride solution according to standard ASTM G 48 (E), a maximum
Critical Pitting Temperature (CPT) of 85 °C was determined. Under these testing conditions
the same CPT was achieved only by the Ni-base Alloy 625 N06625 , see Fig. 1 (1).
A comparable behavior was found testing Alloy 24 in ferric chloride solution under crevice
conditions according to MTl standard or, later on ASTM G 48 (F). The actual critical crevice
temperature range of 45 - 55 °C is achieved only by the Ni-base alloy 625, under the same
conditions (2).
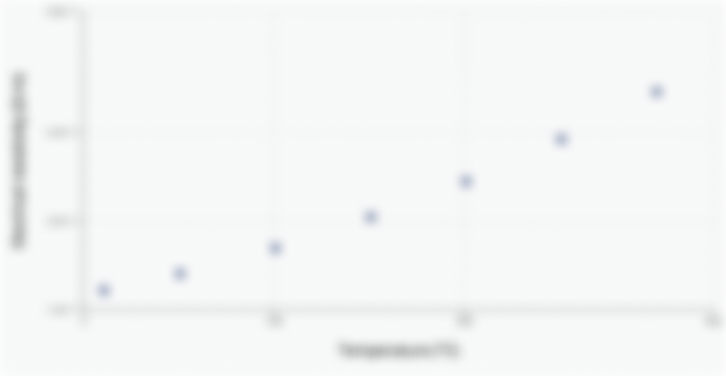
Pitting Corrosion in 1m Sodiumchloride NaCl (ASTM G150):
The critical pitting temperatures were determined potentiostatically at 950 mV in a less
aggressive 3 % NaCl solution. The diagram in Figure 3 shows the borderline of 90°C for the
critical pitting temperature (CPT). This has to be compared with the 95°C in the solution
annealed condition. After ageing for a period of 12 min. at 900°C the CPT is still 90°C. This
demonstrates again that welding operations can be done without sensitization of Alloy 24
(1.4565).
Another remarkable result is that there is no longer a clear distinction between Nitrogenbearing Alloy 24 and higher-graded Alloy 625.
In a group of seven alloys, Alloy 24 (1.4565) was among the three best performing
candidates showing no sign of uniform or crevice corrosion, neither on the bare surfaces nor
under the tight crevices. Even the settlement and growth of barnacles and shells could not
impair the excellent corrosion performance of Alloy 24. Standard Stainless Steels e.g. grades
316, 926 and even Alloy 28 showed heavy attack after 3 years intermediate inspection.
Alloy 24 - Material Datasheet-Hempel Special Metals AG_SV12A – 250520 13
Alloy 24 (1.4565) can be laser welded to produce thin walled
(0.35 - 0.40mm) tubing. Corrosion tests have been carried out on tube - tube plate
assemblies in simulated MSF desalination plant environments of deaerated sea water at 90°
C with oxygen levels of 65, 150 and 750 ppb. Some comparative tests with UNS S31603,
S31803 and S32760 were also carried out. Results showed excellent resistance of S34565
to stress corrosion cracking, crevice and pitting corrosion, highlighting its potential as a
material for evaporator tubing in MSF plants.
Erosion corrosion is another challenge in seawater. Test have confirmed that Alloy 24 easily
withstands conditions of up to 10 m/sec flowing natural seawater. In extreme tests, e.g.
under a velocity of up to 20 - 40 m/sec Alloy 24 was not affected. Alloy 24 bears the potential
to improve its immanent erosion corrosion resistance applying procedures to increase the
surface hardness locally.
Corrosion Performance under FGD Conditions
Flue-Gas Desulphurization plants (FGD) may be considered as chemical plants incorporated
into a power station. The sole purpose is to separate noxious materials, primarily sulfur
dioxide, nitrous gases and dust from the flue gases.
Chemical processes occurring in flue-gas desulphurization plants are determined by a wide
range of corrosive media with high chloride contents and extreme low pH-values at operating
temperatures between 50 and 130 °C. Laboratory tests in a simulated flue-gas condensation
liquor show that Alloy 24 - 1.4565 exhibits superior pitting corrosion resistance compared to
steels with 6 % molybdenum and is comparable with some nickel-based alloys in this
respect, see Fig. 4.
A clear distinction between Standard Stainless Steels, Nickel Alloys and Super-Austenitics is
possible.Based on these results and a variety of additional tests and field experience, Alloy
24 can be regarded as suitable for applications in landbased and in on-board installations of
absorber and quencher equipment of FGD scrubbing towers. A long list of successful
references for applications of Alloy 24 in FGD Systems is available on request.
| |
| Heat Treatment | Alloy 24 maintains excellent corrosion resistance and mechanical properties without need for post-weld heat treatment. However, after hot or cold forming, it may be desirable to solution anneal to remove stresses if stress corrosion cracking is a concern, such as in caustic or chloride environments. If solution annealing is necessary, the heating cycle should be as prescribed by EN 10088-2 and/or ASTM A480 which specifies 1120- 1170°C (2050- 2140°F) followed by rapid cooling or water quenching. Typical heating times are 1-2 minutes per millimeter of thickness at the annealing temperature, see Table 4 for a first orientation. Table 4 - Heat Treatment | |
| Hot forming | Hot forming should take place in the temperature range between T max. = 1200°C and T min. = 900°C; cooling can take place in air. After such hot forming, a new solution heat treatment is mandatory | |
| Machining | Due to the tendency to work hardening, machining must be carried out with tools made of high-quality high-speed steel (good cooling required) or, even better, with carbide tools. A large feed rate and a likewise larger cutting depth must be selected. | |
| Other | Microstructural properties Nitrogen is an important alloying element in austenitic stainless steels due to its high solubility in the face centered cubic structure, austenite. The addition of Manganese increases the solubility of nitrogen even further. Researchers discovered that nitrogen additions to higher alloyed austenitic steels retarded both carbide and intermetallic phase precipitation. In combination with the knowledge that dissolved nitrogen improves mechanical strength and pitting corrosion resistance this pointed at new opportunities to develop high performance stainless alloys with less amounts of the expensive nickel. Alloy 24 keeps a stable austenitic structure within a wide temperature range. As with all super austenitic steels, the structure is fully stable against martensite formation upon cold deformation. Therefore, the steel can be produced in thick sections without precipitates in solution annealed and quenched condition. The iso-toughness data of Alloy 24 shows the ageing response due to which the absorbed energy in the Charpy impact test has decreased to the 100 J level. Alloy 24 (1.4565) retains an impact resistance in excess of 100 J after ageing at 950° C for nearly one hour. This enables safe welding operations without the risk of embrittlement in the heat affected zone (HAZ) of the parent material. For “in-depth” information please visit our website. Downloads are available e.g. | |
| Surface Finish | Mechanical Surface Treatment: Mechanical surface treatments may be necessary for various reasons. Once to remove tarnish after welding or after heat treatment. On the other hand, a mechanical post-treatment can also be carried out for purely optical reasons to achieve a specific surface effect. Chemical Surface Treatment The pickling of stainless steels is often an absolute necessity in order to remove the scale layers formed during heat treatment or the annealing colours that form during welding. The chemical surface finishing is either carried out in pickling baths or by means of pickling pastes. Pickling pastes are mainly used to remove tarnish after welding, i.e. partially. Entire constructions, containers etc. which have undergone heat treatment are pickled almost exclusively to remove the scale layers. It is advisable to seek reassurance in this regard from the manufacturers of pickling and pickling pastes. When pickling and passivating, the safety regulations for working with acids as well as the regulations for water and environmental protection must be observed. All current regulations and precautionary measures when handling these aggressive acids must be strictly observed! Nitric acid and especially hydrofluoric acid can cause severe physical damage (burns) and environmental damage if used improperly. Electropolishing Electropolishing, also called chemical polishing (shining), is particularly suitable for parts that cannot be polished mechanically (e.g. complicated parts, thin-walled constructions or parts that bend easily).During electropolishing, the parts are hung in a special bath. The parts to be polished are connected as an anode, which causes the surface to be metallically removed. The execution of electropolishing should be entrusted exclusively to qualified specialist companies. | |
| Welding | The joining technology of nitrogen-alloyed stainless steels was tested and established successfully with the marine grades, e.g. Alloys 1.3964 and 1.3974 materials long before the development of Alloy 24 / 1.4565. In principle, all common welding processes such as gas tungsten inert welding (TIG / GTAW), electrode welding (E), metal active gas welding (MAG) and submerged arc welding (UP) are fully applicable. Modern welding techniques, e.g. laser welding without filler metal additions were successfully developed for extreme thin heat exchanger tubes. before considering electron beam welding, please consult our experts. The proper application of EBW depends amongst other factors on the composition of the chamber atmosphere. Welding with the niobium-free, in molybdenum over-alloyed filler metal "Thermanit NiMo C" fulfils all development objectives. Neither a decrease in local corrosion resistance nor a reduction in mechanical values could be measured. Due to restructuring within the Thyssen group, the successor company VOEST Böhler GmbH, Hamm is now the first point of contact for additional welding information. It must be noted, that other High Performance Alloy producers also offer adequate filler metals in their portfolio. | |